《薄板自動(dòng)上料機(jī)設(shè)計(jì)》由會(huì)員分享,可在線閱讀�����,更多相關(guān)《薄板自動(dòng)上料機(jī)設(shè)計(jì)(2頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
1��、薄板自動(dòng)上料機(jī)設(shè)計(jì)
哈爾濱電機(jī)有限責(zé)任公司 楊宏偉王雪芹
佳木斯工學(xué)院 袁凱峰
如何從一疊堆放整齊的薄鋼板料中取岀一片而 不帶起第二片�,這個(gè)問題不易解決����。本文介紹的薄 板自動(dòng)上料機(jī)能可靠地保證單片板料的抓取輸送 ,
可廣泛地應(yīng)用在電機(jī)沖片自動(dòng)生產(chǎn)線及其它薄板料 輸送自動(dòng)線上�。
1上料方法及拉力大小確定
薄板上料關(guān)鍵是保證單片料的抬起。我們采用 以下措施:用擋塊隔住第二片����,在第一片上加一定的 壓力和水平拉力進(jìn)行拉片,使第一片產(chǎn)生錯(cuò)位��,然后 利用彈簧彈力抬起板料����。步驟如圖1所示。
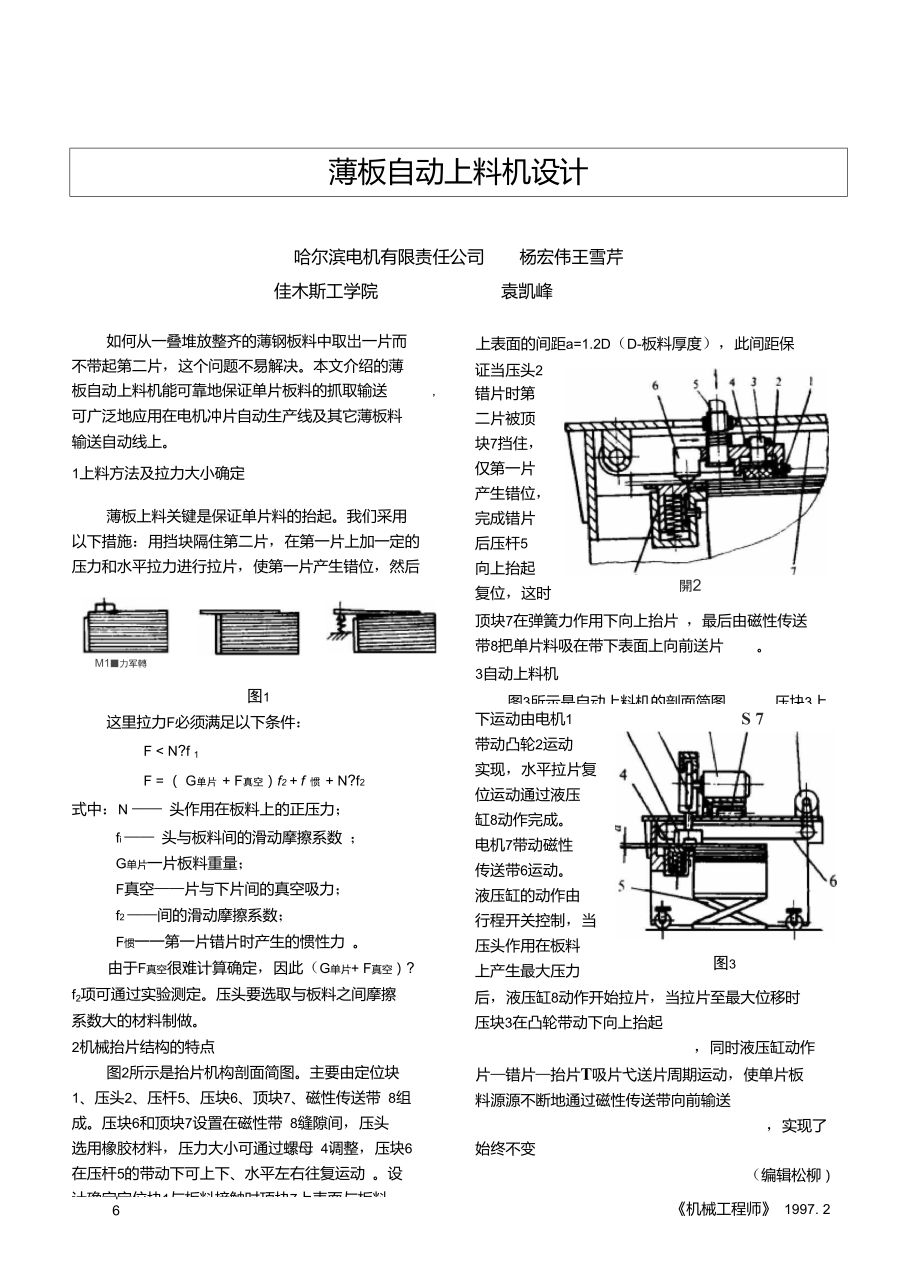
上表面的間距a=1.2D(D-板料厚度)�,此間距保
證當(dāng)壓頭2
M1■力軍轉(zhuǎn)
錯(cuò)片時(shí)第 二片被頂
2、塊7擋住����, 僅第一片 產(chǎn)生錯(cuò)位, 完成錯(cuò)片 后壓桿5 向上抬起 復(fù)位�,這時(shí)
開2
頂塊7在彈簧力作用下向上抬片 ,最后由磁性傳送 帶8把單片料吸在帶下表面上向前送片 �����。
圖1
這里拉力F必須滿足以下條件:
F < N?f 1
F = ( G單片 + F真空)f2 + f 慣 + N?f2
式中:N —— 頭作用在板料上的正壓力;
fi —— 頭與板料間的滑動(dòng)摩擦系數(shù) ���;
G單片一片板料重量�;
F真空——片與下片間的真空吸力���;
f2 ——間的滑動(dòng)摩擦系數(shù);
F慣一一第一片錯(cuò)片時(shí)產(chǎn)生的慣性力 �。
由于F真空很難計(jì)算確定,因此(G單片+ F真空)? f2項(xiàng)可通過實(shí)驗(yàn)測(cè)定�����。壓
3���、頭要選取與板料之間摩擦 系數(shù)大的材料制做�����。
2機(jī)械抬片結(jié)構(gòu)的特點(diǎn)
圖2所示是抬片機(jī)構(gòu)剖面簡(jiǎn)圖����。主要由定位塊
1、壓頭2���、壓桿5���、壓塊6、頂塊7�、磁性傳送帶 8組 成。壓塊6和頂塊7設(shè)置在磁性帶 8縫隙間���,壓頭 選用橡膠材料����,壓力大小可通過螺母 4調(diào)整���,壓塊6 在壓桿5的帶動(dòng)下可上下����、水平左右往復(fù)運(yùn)動(dòng) ���。設(shè) 計(jì)確定定位塊1與板料接觸時(shí)頂塊7上表面與板料
3自動(dòng)上料機(jī)
圖3所示是自動(dòng)上料機(jī)的剖面簡(jiǎn)圖 ���。壓塊3上
下運(yùn)動(dòng)由電機(jī)1 帶動(dòng)凸輪2運(yùn)動(dòng) 實(shí)現(xiàn),水平拉片復(fù) 位運(yùn)動(dòng)通過液壓 缸8動(dòng)作完成。 電機(jī)7帶動(dòng)磁性 傳送帶6運(yùn)動(dòng)���。 液壓缸的動(dòng)作由 行程開關(guān)控制�,當(dāng) 壓頭作用在板料 上產(chǎn)生最大壓力
S 7
圖3
后�,液壓缸8動(dòng)作開始拉片,當(dāng)拉片至最大位移時(shí) 壓塊3在凸輪帶動(dòng)下向上抬起 ���,同時(shí)液壓缸動(dòng)作復(fù)
位��。自動(dòng)上料機(jī)按著凸輪和液壓缸運(yùn)動(dòng)規(guī)律完成壓
片—錯(cuò)片—抬片T吸片弋送片周期運(yùn)動(dòng)�,使單片板 料源源不斷地通過磁性傳送帶向前輸送 ��,實(shí)現(xiàn)了板
料上料自動(dòng)化����。液壓光電升降臺(tái)5可保證料堆高度
始終不變
(編輯松柳)
16
16
《機(jī)械工程師》 1997. 2
1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
16
 薄板自動(dòng)上料機(jī)設(shè)計(jì)
薄板自動(dòng)上料機(jī)設(shè)計(jì)