《CA6140車床撥叉831003機(jī)械加工工藝過(guò)程卡片與工序卡》由會(huì)員分享�,可在線閱讀,更多相關(guān)《CA6140車床撥叉831003機(jī)械加工工藝過(guò)程卡片與工序卡(15頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
1、.專業(yè)整理 .
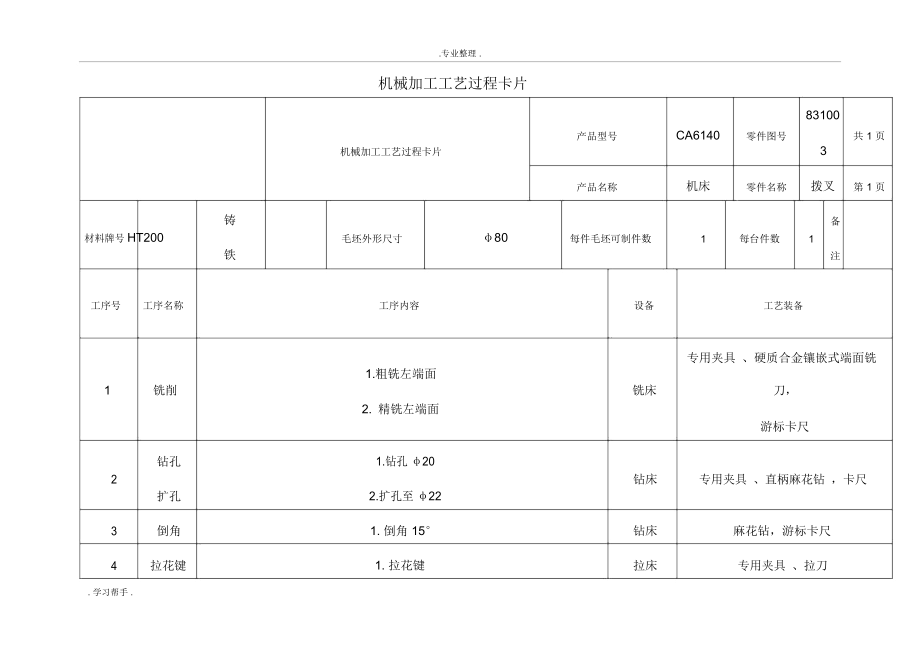
機(jī)械加工工藝過(guò)程卡片
83100
產(chǎn)品型號(hào)
CA6140
零件圖號(hào)
3
共 1 頁(yè)
機(jī)械加工工藝過(guò)程卡片
產(chǎn)品名稱
機(jī)床
零件名稱
撥叉
第 1 頁(yè)
鑄
備
材料牌號(hào)HT200
毛坯外形尺寸
φ80
每件毛坯可制件數(shù)
1
每臺(tái)件數(shù)
1
鐵
注
工序號(hào) 工序名稱 工序內(nèi)容 設(shè)備 工藝裝備
專用夾具 ��、硬質(zhì)合金鑲嵌式端面銑
1.粗銑左端面
2��、
1 銑削 銑床 刀,
2. 精銑左端面
游標(biāo)卡尺
鉆孔
1.鉆孔 φ20
2
鉆床
專用夾具 ���、直柄麻花鉆 ���,卡尺
擴(kuò)孔
2.擴(kuò)孔至 φ22
3
倒角
1. 倒角 15°
鉆床
麻花鉆,游標(biāo)卡尺
4
拉花鍵
1. 拉花鍵
拉床
專用夾具 ��、拉刀
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
1.粗銑溝槽
專用夾具 ��、盤銑刀����,
5
銑削
銑床
2.粗銑上平面
游標(biāo)卡尺
專用夾具 、硬質(zhì)合金鑲嵌式端面銑
3��、
1.精銑溝槽
6
銑削
2.精銑上平面
銑床
刀����,
游標(biāo)卡尺
7
鉆孔
1. 鉆孔 2×φ7
鉆床
專用夾具 、麻花鉆���,內(nèi)徑千分尺
8
攻螺紋
1.攻螺紋 2×M8
絲錐
絲錐�����,塞規(guī)
9
檢驗(yàn)
塞規(guī)���,卡尺等����。
設(shè)計(jì)
校對(duì)
審核
標(biāo)準(zhǔn)化
會(huì)簽
(日
(日
(日
(日
(日
期)
期)
期)
期)
期)
. 學(xué)習(xí)幫手 .
4����、
.專業(yè)整理 .
更改文件
更改文
2014/0
標(biāo)記
處數(shù)
簽字
日期
標(biāo)記
處數(shù)
簽字
日期
號(hào)
件號(hào)
6/07
機(jī)械加工工序卡片
生產(chǎn)類型
中批生產(chǎn)
工序號(hào)
I
零件名稱
撥 叉
零件號(hào)
零件重量
同時(shí)加工零件數(shù)
1
材
料
毛
坯
牌
號(hào)
硬
度
型
式
重
量
HT200
HB170~241
鑄
件
設(shè)
備
夾具和輔助工具
名
稱
5�����、
型
號(hào)
工 工 刀 量 走刀 走刀 切削 進(jìn)給量 主軸 切削 基本工時(shí)
工步說(shuō)明
長(zhǎng)度 次數(shù) 深度 (mm/n) 轉(zhuǎn)速 速度
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
序 步 具 具 ( mm (mm) (r/m (mm/
) in ) min)
1 鑄造毛坯 游標(biāo)卡尺
I
6�����、
機(jī)械加工工序卡片 生產(chǎn)類型 中批生產(chǎn) 工序號(hào) II
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
零件名稱 撥叉 零件號(hào)
零件重量 同時(shí)加工零件數(shù) 1
材 料 毛 坯
牌 號(hào) 硬 度 型 式 重 量
HB170~24
HT200 鑄 件
1
設(shè) 備 夾具輔助工具
名 稱 型 號(hào) 專用
立式銑床 X51 夾具
工 工 刀 量 走刀 走刀 切削 進(jìn)給量 主軸轉(zhuǎn) 切削 基本
長(zhǎng)度 次數(shù) 深度 (mm/r) 速 速度 工時(shí)
工步說(shuō)明
序 步
7����、 具 具 ( mm ) (mm) ( r/mi (mm/s min
n ) )
. 學(xué)習(xí)幫手 .
1
II 2
�
.專業(yè)整理 .
粗銑表面 75 ×40
YG6
游標(biāo)卡尺
87
1
1.3
精銑表面 75 ×40
YG6
游標(biāo)卡尺
87
1
1.0
�
0.2
0.5
�
300
300
�
0.18
0.61
8、
機(jī)械加工工序卡片
生產(chǎn)類型 中批生產(chǎn) 工序號(hào) Ⅲ
零件名稱 撥叉 零件號(hào)
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
零件重量 同時(shí)加工零件數(shù) 1
材 料 毛 坯
牌 號(hào) 硬 度 型 式 重 量
HT200 HB170~24 鑄 件
1
設(shè) 備 夾具和輔助工具
名 稱 型 號(hào) 專用
立
9�、式鉆床 Z535 夾具
工 工 刀 量 走刀 走刀 切削 進(jìn)給量 主軸轉(zhuǎn) 切削 基本
長(zhǎng)度 次數(shù) 深度 (mm/r) 速 速度 工時(shí)
工步說(shuō)明
序 步 具 具 ( mm ) (mm) ( r/mi (m/mi min
n ) n)
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
1
鉆 φ20
孔
麻花鉆 d o=23mm
游
III
2
擴(kuò) φ
孔
高速鋼鉆 d o=24.8mm
標(biāo)
10、
22
卡
3
倒角
尺
機(jī)械加工工序卡片
�
20 1.75 272 17.1 0.69
2 0.62 140 9.67 0.8
11�、
生產(chǎn)類型 中批生產(chǎn) 工序號(hào) IV
零件名稱 撥叉 零件號(hào)
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
零件重量 同時(shí)加工零件數(shù) 1
材 料 毛 坯
牌 號(hào) 硬 度 型 式 重 量
HT200 HB170~24 鑄 件
1
設(shè) 備 夾具和輔助工具
名 稱 型 號(hào) 專用
臥式拉床 L6110A 夾具
工 工 刀 量 走刀 走刀 齒升 進(jìn)給量 主軸轉(zhuǎn) 切削 基本
長(zhǎng)度 次數(shù) 量 (mm/z)
12�、速 速度 工時(shí)
工步說(shuō)明
序 步 具 具 ( mm ) (mm) ( r/mi (m/min) min
n )
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
1
拉花鍵
立
游
10
10.06
300
3.00.14
IV
銑
標(biāo)
刀
卡
尺
13�、
工序
機(jī)械加工工序卡片 生產(chǎn)類型 中批生產(chǎn) V
號(hào)
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
零件名稱
撥叉
零件號(hào)
零件重量
同時(shí)加工零件數(shù)
1
材
料
毛
坯
牌
號(hào)
硬 度
型
式
重
量
HT200HB170~24
鑄
件
1
14、
設(shè)
備
夾
具
輔助工具
名
稱
型 號(hào)
專用
立式銑床
X51
夾具
工
工
刀
量
走刀
走刀
切削
進(jìn)給量
主軸轉(zhuǎn)
切削
基本
長(zhǎng)度
次數(shù)
深度
(mm/z)
速
速度
工時(shí)
工步說(shuō)明
( mm )
(mm)
( r/mi
(mm/
min
序
步
具
具
n )
min)
15��、
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
1
粗銑 80×30 表面
立
游
91
1
2
0.102
460
124
5.86
V
2
精銑 80×30 表面
銑
標(biāo)
91
1
1
0.06
460
82.8
11
刀 卡
尺
16����、
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
工序
機(jī)械加工工序卡片 生產(chǎn)類型 中批生產(chǎn) VI
號(hào)
零件名稱 撥叉 零件號(hào)
零件重量 同時(shí)加工零件數(shù) 1
材 料 毛 坯
牌 號(hào) 硬 度 型 式 重 量
HT200 HB170~24 鑄 件
1
設(shè) 備 夾 具 輔助工具
名 稱 型 號(hào) 專用
立式銑床 X51 夾具
工 工 刀 量 走刀 走刀 切削 進(jìn)給量 主軸轉(zhuǎn) 切削 基本
長(zhǎng)度 次數(shù) 深度 (mm/z) 速 速度 工
17、時(shí)
工步說(shuō)明
序 步 具 具 ( mm ) (mm) ( r/mi (mm/ min
n ) min)
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
1
粗銑 18H11 槽
立
游
51
1
30
0.09
460
124.2
0.82
2
半精銑 18H11 槽
銑
標(biāo)
51
1
5
0.06
460
82.8
1.2
VI
刀
卡
尺
18��、
工序
機(jī)械加工工序卡片 生產(chǎn)類型 中批生產(chǎn) VII
號(hào)
零件名稱 撥叉 零件號(hào)
零件重量 同時(shí)加工零件數(shù) 1
材 料 毛 坯
牌 號(hào) 硬 度 型 式 重 量
. 學(xué)習(xí)幫手 .
.專業(yè)整理 .
HT200
HB170~24
鑄
件
1
設(shè)
備
夾
具
輔助工具
19�����、
名
稱
型 號(hào)
專用
立式鉆床
Z525
夾具
工
工
刀
量
走刀
走刀
切削
進(jìn)給量
主軸轉(zhuǎn)
切削
基本
長(zhǎng)度
次數(shù)
深度
(mm/r)
速
速度
工時(shí)
工步說(shuō)明
序
步
具
具
( mm )
(mm)
( r/mi
(mm/
min
n)
min)
1
鉆 M8
底孔
高速鋼麻花
游
3
1
9.5
0.33
680
14.9
0.50
VII
2
攻 M8
螺紋
鉆
標(biāo)
3.75
2
9.5
1.25
392
9.8
0.63
絲錐
卡
尺
. 學(xué)習(xí)幫手 .
 CA6140車床撥叉831003機(jī)械加工工藝過(guò)程卡片與工序卡
CA6140車床撥叉831003機(jī)械加工工藝過(guò)程卡片與工序卡