《升降桿軸承座的夾具工藝規(guī)程及夾具設(shè)計(jì)樣本》由會(huì)員分享���,可在線閱讀���,更多相關(guān)《升降桿軸承座的夾具工藝規(guī)程及夾具設(shè)計(jì)樣本(6頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�����、升降桿軸承座的夾具工藝規(guī)程及夾具設(shè)計(jì)
序 百 -0 -
1 �����、 零件的分析 -0 -
(一) 零件的作用 -1 -
(二)零件的工藝分析 -1 -
2 �����、 工藝規(guī)程設(shè)計(jì) -1 -
(一)確定毛坯的制造形式 -1 -
(二)基面的選擇 -2 -
(三)制定工藝路線 -2 -
(四)機(jī)械加工余量���、 工序尺寸及毛坯尺寸的確定 -4 -
(五)確立切削用量及基本工時(shí) -6 -
3 ��、 夾具設(shè)計(jì) -18 -
1.夾具的主要功能
2��、-18 -
(_) 問題的提出 -18 -
(二)工序四夾具的設(shè)計(jì) -18 -
(三)夾具體 -20 -
(四)夾具零件: -20 -
(五)裝配形狀 -22 -
4 .工序三的夾具設(shè)計(jì) -22 -
5 .程序的編寫以及走刀路徑 -25 -
6 .設(shè)計(jì)體會(huì) -28 -
7 .參考文獻(xiàn) -29 -
機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì)是在學(xué)完了大學(xué)的全部基礎(chǔ)課�、 技術(shù)基礎(chǔ)課
以及大部分專業(yè)課之后進(jìn)行的.是進(jìn)行畢業(yè)設(shè)計(jì)之前對(duì)所學(xué)各課程的一次深
入的綜合性的總復(fù)習(xí),也是一次理論聯(lián)系實(shí)際的訓(xùn)練�����,因此���,它在我們四年的 大學(xué)生活中占有重要的地位��。
希望能經(jīng)過這次課程設(shè)
3�����、計(jì)對(duì)我們未來將從事的工作進(jìn)行一次適應(yīng)性訓(xùn)練
從中鍛煉我們的分析問題、 解決問題的能力��,為今后參加工作打下一個(gè)良好
的基礎(chǔ)�。
由于能力有限,設(shè)計(jì)尚有許多不足之處�,懇請(qǐng)各位老師給予指教。
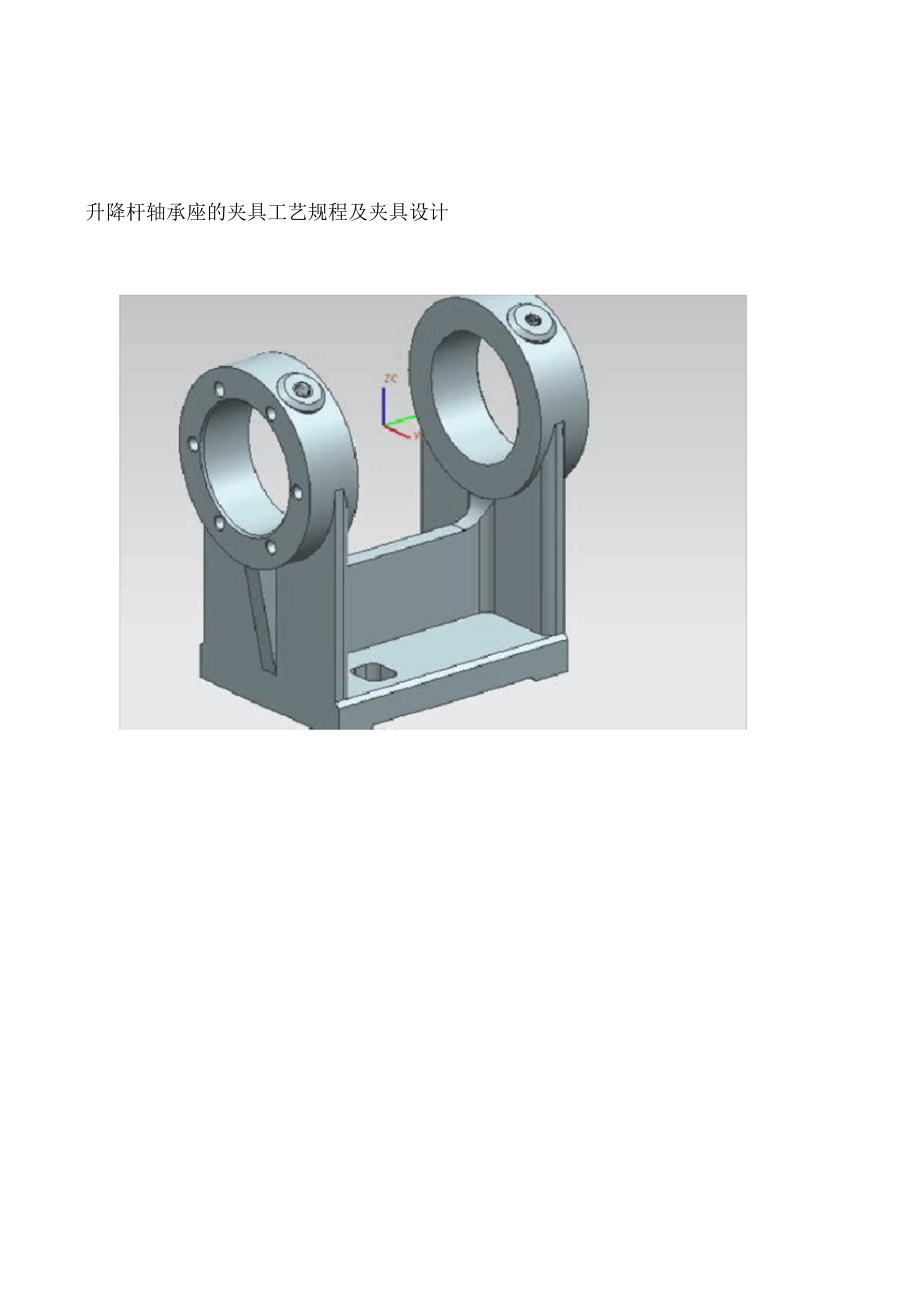
實(shí)體模型
零件的分析 資料內(nèi)容僅供您學(xué)習(xí)參考����,如有不當(dāng)或者侵權(quán)�����,請(qǐng)聯(lián)系改正或者刪除����。
(1) 零件的作用
題目所給的零件是升降桿的支承部件一一升降桿軸承座�����。 該零件適用范
圍廣�����,主要用于支承軸類的零件�。使軸類零件能獲得所需的同軸度和很高的 回轉(zhuǎn)精度,能保證運(yùn)動(dòng)的可靠性����。
(2) 零件的工藝分析
軸承座有三組加工表面,并有一定位置要求�����,其中尺寸要求較高的有: 具體分述如下:
1 .以5
4�����、200"6的中心加工表面
這一組加工表面包括:一個(gè)82mm110mm勺矩形表面及兩個(gè)長寬為 23*86
深度為2mmi勺矩形梢。其中�,主要加工表面為82mm110mmi勺矩形表面。
2 . 以82mm 110mmi勺矩形表面加工表面
這一組加工表面包括:兩個(gè)78圓柱的左右表面及表面外的螺紋孔����;兩個(gè)
5200.046圓柱的內(nèi)表面;兩圓柱上的兩個(gè)孔��。
這兩組加工表面之間有著一定位置要求�,主要是:
兩個(gè)5200.046孔相對(duì)底平面之間的平行度公差為 0.12。
由以上分析可知���,對(duì)于這幾組加工表面而言�����,加工時(shí)能夠先加工下表面 然后以下表面為精基準(zhǔn)����,借助于專用夾具加工其它組的表面�。
二
5��、、 工藝規(guī)程設(shè)計(jì)
(一)確定毛坯的制造形式
零件材料為HT200,零件為升降桿軸承座�����。主要是支撐軸在工作時(shí)承受軸 的軸向力和徑向力��。由于軸在工作中比較平穩(wěn) ���,因此軸承座所受的其它沖擊
力較小�����,由于升降桿軸承座在機(jī)械工作中應(yīng)用比較廣泛 ��,屬于大批量生產(chǎn)���,
資料內(nèi)容僅供您學(xué)習(xí)參考,如有不當(dāng)或者侵權(quán)���,請(qǐng)聯(lián)系改正或者刪除���。
零件結(jié)構(gòu)又比較簡單,故選擇新型工藝消失模鑄造毛坯 ,經(jīng)過置換����,可得到 與模型一模一樣的鑄件。
(二)基面的選擇
基面選擇是工藝規(guī)程設(shè)計(jì)中的重要工作之一�。 基面選擇得正確與合理能夠
使加工質(zhì)量得到保證,生產(chǎn)率得以提高�。否則,加工工藝過程中回問題百出�����, 更有甚者��,還會(huì)造
6�����、成零件的大批報(bào)廢��,使生產(chǎn)無法正常進(jìn)行�����。
(1)粗基準(zhǔn)的選擇�。對(duì)于一般的軸類零件而言 ,以外圓作為粗基準(zhǔn)是完
全合理的��。但對(duì)本零件來說�,如果以78外圓表面作基準(zhǔn),則可能這一組的表 面不平行�。按照有關(guān)粗基準(zhǔn)的選擇原則,以52為粗基準(zhǔn)�,利用一組圓錐銷固 定內(nèi)表面作為定位面,以消除L :����、 Z、 x����、 y、五個(gè)自由度����,在用一 個(gè)銷釘頂住肋板,消除z一個(gè)自由度�,達(dá)到完全定位。
(2)精基準(zhǔn)的選擇�。主要應(yīng)該考慮基準(zhǔn)重合的問題。當(dāng)設(shè)計(jì)基準(zhǔn)與工序 基準(zhǔn)不重合時(shí),應(yīng)該進(jìn)行尺寸換算���,這在以后還要專門計(jì)算�,此處不再重 復(fù)。
(三)制定工藝路線
制定工藝路線的出發(fā)點(diǎn)�,應(yīng)當(dāng)是使零件的幾何形狀、 尺寸精度及位置精度
等技術(shù)要求能得到合理的保證����。在生產(chǎn)綱領(lǐng)已確定為大批生產(chǎn)的條件下 ,能夠
考慮才用通用機(jī)床配以專用工夾具��,并盡量使工序集中來提高生產(chǎn)率��。除此以 外��,還應(yīng)當(dāng)考慮經(jīng)濟(jì)效果���,以便使生產(chǎn)成本盡量下降����。
1.工藝路線方案一:
工序一 粗��、 精銃軸承座尺寸 82mm110m隔面�����。
工序二加工兩個(gè)長寬都為23*86mm,深度為2mm勺矩形梢。
工序三 鉆底座的兩個(gè)定位孔�,然后銃兩個(gè)長寬為 13.5*16mm,圓角為R4的
 升降桿軸承座的夾具工藝規(guī)程及夾具設(shè)計(jì)樣本
升降桿軸承座的夾具工藝規(guī)程及夾具設(shè)計(jì)樣本