《專用精壓機(jī)課程設(shè)計(jì)標(biāo)準(zhǔn).doc》由會(huì)員分享�,可在線閱讀,更多相關(guān)《專用精壓機(jī)課程設(shè)計(jì)標(biāo)準(zhǔn).doc(16頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、機(jī)械工程學(xué)院課程設(shè)計(jì)說明書
1.設(shè)計(jì)任務(wù)
1.1設(shè)計(jì)題目
專用精壓機(jī)
1.2工作原理及工藝動(dòng)作過程
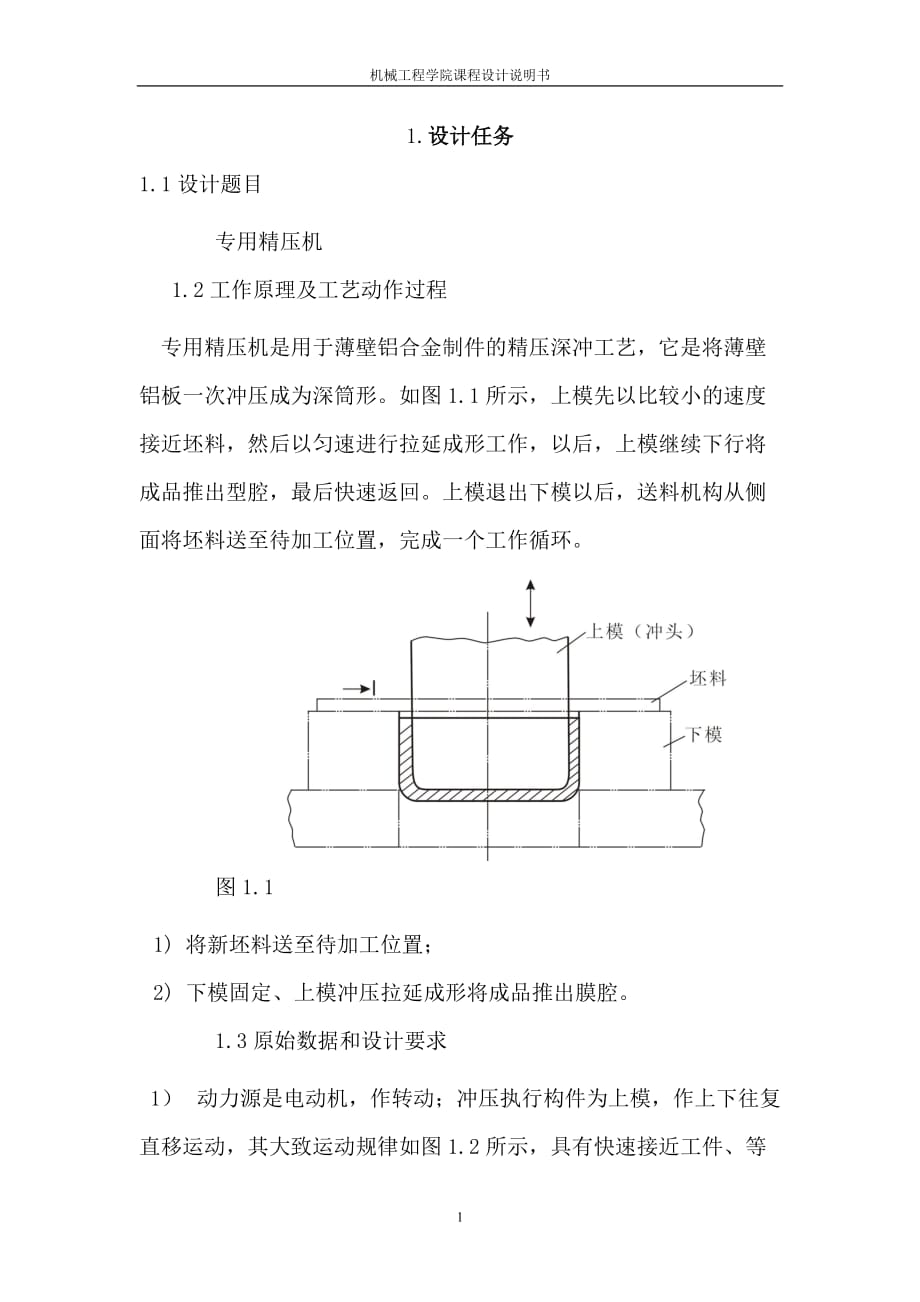
專用精壓機(jī)是用于薄壁鋁合金制件的精壓深沖工藝�,它是將薄壁鋁板一次沖壓成為深筒形。如圖1.1所示�,上模先以比較小的速度接近坯料,然后以勻速進(jìn)行拉延成形工作���,以后����,上模繼續(xù)下行將成品推出型腔����,最后快速返回�����。上模退出下模以后��,送料機(jī)構(gòu)從側(cè)面將坯料送至待加工位置�,完成一個(gè)工作循環(huán)�。
圖1.1
1) 將新坯料送至待加工位置;
2) 下模固定��、上模沖壓拉延成形將成品推出膜腔����。
1.3原始數(shù)據(jù)和設(shè)計(jì)要求
1) 動(dòng)力源是電動(dòng)機(jī),作轉(zhuǎn)動(dòng)�����;沖壓執(zhí)行構(gòu)件為上模�����,作上下往復(fù)直移運(yùn)動(dòng)�,其
2�、大致運(yùn)動(dòng)規(guī)律如圖1.2所示�,具有快速接近工件����、等速工作進(jìn)給和快速返回的特性。
2) 精壓成形制品生產(chǎn)率約每分鐘70件�����。
3) 上模移動(dòng)總行程為280 mm�����,其拉延行程置于總行程的中部��,約100 mm�����。
4) 行程速比系數(shù)K≥1.3�。
5) 坯料輸送的最大距離200 mm。
6) 上?����;瑝K總質(zhì)量40 kg,最大生產(chǎn)阻力為5000 N,且假定在拉延區(qū)內(nèi)生產(chǎn)阻力均衡��;
7) 設(shè)最大擺動(dòng)件的質(zhì)量為40kg/mm���,繞質(zhì)心轉(zhuǎn)動(dòng)慣量為2 kg??m2/mm��,質(zhì)心簡(jiǎn)化到桿長(zhǎng)的中點(diǎn)�����。其它構(gòu)件的質(zhì)量及轉(zhuǎn)動(dòng)慣量均忽略不計(jì)��;
8) 傳動(dòng)裝置的等效轉(zhuǎn)動(dòng)慣量(以曲柄為等效構(gòu)件����,其轉(zhuǎn)動(dòng)慣量設(shè)為30 kg?
3����、?m2,機(jī)器運(yùn)轉(zhuǎn)許用不均勻系數(shù)[δ]為0.05)
1.4設(shè)計(jì)任務(wù)
1)按工藝動(dòng)作要求擬定動(dòng)作循環(huán)圖���。
2)進(jìn)行送料機(jī)構(gòu)���、沖壓機(jī)構(gòu)的選型。
3)機(jī)械運(yùn)動(dòng)方案的評(píng)價(jià)和選擇。
4)按選定的電動(dòng)機(jī)和執(zhí)行機(jī)構(gòu)運(yùn)動(dòng)參數(shù)擬定機(jī)械傳動(dòng)方案���。
5)進(jìn)行飛輪設(shè)計(jì)。
6)畫出機(jī)械運(yùn)動(dòng)方案簡(jiǎn)圖���。
7)對(duì)傳動(dòng)機(jī)構(gòu)和執(zhí)行機(jī)構(gòu)進(jìn)行運(yùn)動(dòng)尺寸計(jì)算�����。
2.系統(tǒng)傳動(dòng)方案設(shè)計(jì)
2.1原動(dòng)機(jī)類型的選擇
本機(jī)構(gòu)加工的主要是鋁合金制件�,且需
4���、要一次沖壓成型�。故機(jī)構(gòu)需要較大的沖壓力來實(shí)現(xiàn)��。同時(shí)保證其精壓的質(zhì)量����,機(jī)構(gòu)需要?jiǎng)蛩俚臎_壓過程,因此我們采用具有較好的傳動(dòng)性和較高接觸強(qiáng)度的齒輪機(jī)構(gòu)��?���?紤]到工作效率的要求����,采用曲柄滑塊機(jī)構(gòu)送料��,為了使整個(gè)機(jī)構(gòu)能夠快速����、緊密、平穩(wěn)地運(yùn)行���,需要機(jī)構(gòu)各個(gè)部分必須相互配合����,并且足夠穩(wěn)定�����。
2.2主傳動(dòng)機(jī)構(gòu)的選擇
(1)��、 推板送料 由曲柄—滑塊送料機(jī)構(gòu)的推板將待加工件推至預(yù)定的工作位置����。
(2)�、 上��、下模沖壓工件 擺動(dòng)—導(dǎo)桿沖壓機(jī)構(gòu)在送料機(jī)構(gòu)完成送料回程時(shí)已經(jīng)進(jìn)入沖壓工作階段�。上模滑塊先快速接近工件�,接近時(shí)在以等速對(duì)其進(jìn)行沖壓���,而下模在等速?zèng)_壓時(shí)恰好達(dá)到極限位置����,頂住工件實(shí)現(xiàn)精壓�����。
(3)���、
5���、 上模滑塊急回��、下模向上頂出工件 上?����;瑝K機(jī)構(gòu)急回向上退回,下?���;瑝K則由原本的最低極限位置向上運(yùn)動(dòng),將精壓好的成品向上頂出�。
(4)、 推板送料并將成品推至下工作臺(tái) 曲柄—滑塊送料機(jī)構(gòu)完成一次送料后再次送料��,而此時(shí)成品已被下模頂出下一個(gè)加工工件恰好將成品推至下工作臺(tái)����。同時(shí)將新工件送至預(yù)定加工位置。
3 執(zhí)行機(jī)構(gòu)的選擇與比較
3.1執(zhí)行機(jī)構(gòu)方案的比較
1��、 送料機(jī)構(gòu)的選擇
送料機(jī)構(gòu)實(shí)現(xiàn)間歇送料可采用凸輪機(jī)構(gòu)�、凸輪—連桿組合送料機(jī)構(gòu)、槽輪機(jī)構(gòu)等���。
方案一:選用凸輪機(jī)構(gòu)
方案一中����,凸輪機(jī)構(gòu)的缺點(diǎn)是凸輪廓線與推桿之間為點(diǎn)接觸����,線接觸�����,易磨損���,并且凸輪機(jī)構(gòu)制作比較困難。
6����、
方案二:選擇曲柄滑塊機(jī)構(gòu)
方案二中�����,運(yùn)動(dòng)副元素為面接觸�����,壓力較小���,承載能力較大��,潤(rùn)滑好����,磨損小,加工制造較容易
2沖壓機(jī)構(gòu)的選擇
沖壓機(jī)構(gòu)為保證等速拉延�����、回程快速的要求�,可采用導(dǎo)桿加搖桿滑塊的六桿機(jī)構(gòu)、鉸鏈四桿加搖桿滑塊的六桿機(jī)構(gòu)��、齒輪—連桿沖壓機(jī)構(gòu)等�。
方案一:選用曲柄滑塊機(jī)構(gòu)
該方案自由度為一,自由度等于原動(dòng)件數(shù)����,能夠滿足傳動(dòng)要求,結(jié)構(gòu)簡(jiǎn)單�����,裝配較容易�����,但一級(jí)傳動(dòng)角較小�����,機(jī)構(gòu)傳力性能差。
方案二: 四連桿機(jī)構(gòu)+搖桿滑塊機(jī)構(gòu)
該方案自由度等于原動(dòng)件數(shù)�,能夠滿足傳動(dòng)要求,加壓時(shí)間較短����,一級(jí)傳動(dòng)角最大,效率高����,成本低,工作平穩(wěn)性一般.
方案三:四桿機(jī)構(gòu)
7�����、+曲柄滑塊機(jī)構(gòu)
方案一��、二�����、三都能實(shí)現(xiàn)急回運(yùn)動(dòng)�,綜合考慮機(jī)構(gòu)的力學(xué)性能和制作成本�,選用方案三�。
2���、 頂桿機(jī)構(gòu)的選擇—凸輪機(jī)構(gòu)
設(shè)計(jì)頂桿機(jī)構(gòu)的目的為了使成品推出型腔����,選用下圖的凸輪機(jī)構(gòu)�,能夠滿足條件。
3.2執(zhí)行機(jī)構(gòu)方案的確定
在所有方案全部提出后����,小組進(jìn)行了對(duì)比。各個(gè)方案都由不同的基礎(chǔ)機(jī)構(gòu)組合而成����,且基本都可完成設(shè)計(jì)要求的運(yùn)動(dòng)。但是考慮到后期的建模��,分析等的方便����,最后小組經(jīng)過討論,決定送料機(jī)構(gòu)選擇方案一��,沖壓機(jī)構(gòu)選擇方案三,頂桿機(jī)構(gòu)選擇凸輪機(jī)構(gòu)��。
�4.系統(tǒng)總體運(yùn)動(dòng)方案的比較分析確定
4
1
電動(dòng)機(jī)
5
主滑塊
2
飛輪
6
凸模
3
帶
8�����、輪傳動(dòng)
7
凹模
4
齒輪
8
坯料
5.擬定工作循環(huán)圖
從循環(huán)圖看出��,推桿和上模正行程同時(shí)開始��,但推桿送料時(shí)間短���,在開始沖壓前送料已經(jīng)完畢�,同時(shí)在上?;爻桃恍《螘r(shí)間后頂桿開始頂出成型品,在下一個(gè)運(yùn)動(dòng)周期開始時(shí)頂桿完成正行程���。
機(jī)構(gòu)運(yùn)動(dòng)尺寸計(jì)算
1��、 沖壓機(jī)構(gòu)
1> 傳動(dòng)四桿機(jī)構(gòu)的尺寸計(jì)算
按照設(shè)計(jì)要求,擺桿質(zhì)量為40kg/m��,繞質(zhì)心轉(zhuǎn)動(dòng)轉(zhuǎn)動(dòng)慣量為2kg m2 ,所以根據(jù)計(jì)算式
1/12 40 c3 = 2
C ≈ 0.843 m
取K=1.4 ,設(shè)計(jì)擺桿擺腳為ψ = 60�����。 ,由
9、課本P120圖8-20 查得此時(shí)最小傳動(dòng)角最大取值maxγmin ≈ 33��。 ,β≈46�����。�。 參考課本p136式8-25則
θ=180。(k – 1)/(k+1)=30�。
a/d=sin30。sin(15�。+46。)/cos(30�。-15。) = 0.4527
b/d= sin30�����。sin(15���。+46�����。)/sin(30�。-15。) =0.9366
c/d = 1
可得:
a = 0.382m b = 0.790m c = d = 0.843m
2> 沖模連桿滑塊機(jī)構(gòu)尺寸計(jì)算
在剛結(jié)束沖壓時(shí)(圖中粗實(shí)線所示)��,
10�、OA與水平夾角為30。 �,并且沖塊和連桿在一條直線上。 回程結(jié)束時(shí)(圖中虛線所示)OA極限位置在OA‘處���,AB處于A’B‘處��。由幾何關(guān)系可知:
AB = 140 + OAsin30���。
AB2= OA2+ OA2cos30。2
解得
OA = 170.135mm
AB = 225.067mm
3> 傳動(dòng)機(jī)構(gòu)運(yùn)動(dòng)分析
設(shè)計(jì)要求精壓機(jī)生產(chǎn)效率為70件/min �,則曲柄轉(zhuǎn)動(dòng)周期為T=0.857s ,曲柄平均角速度 ω=7.33 rad/s �。
沖塊正行程時(shí)間:
t =T(180 +θ)/360。= 0.5s
回程時(shí)間:
t = T – t = 0.357s
2�、 送料機(jī)構(gòu)
11、
1> 送料機(jī)構(gòu)尺寸
由設(shè)計(jì)要求坯料輸送距離需達(dá)到200mm��,所以
2a = 200mm
a = 100mm
b桿長(zhǎng)選取為200mm
2> 運(yùn)動(dòng)分析
為保證送料和沖模運(yùn)動(dòng)一致�����,其周期也應(yīng)為
T = 0.857s
3���、 頂桿機(jī)構(gòu)
頂桿機(jī)構(gòu)采用凸輪傳動(dòng)��,凸輪推程角為80����。��,推程時(shí)間為
t = 80���。/360�。= 0.19s
回程角設(shè)計(jì)為60����。,時(shí)間約為0.143s �����,使其能快速回程���,避免和沖塊,送料機(jī)構(gòu)碰撞��。
工作廓線的設(shè)計(jì)
由課本P163式9-17得
X����,= x-rrcosθ y, = y-rrsinθ
其中:
sinθ=(
12���、dx/dδ)√(dx/dδ)2+(dy/dδ)2
cosθ=-(dy/dδ)√(dx/dδ)2+(dy/dδ)2
推程段 δ1=[0���,80.]
dx/dδ=(ds/ dδ)sinδ1 +(r0+s)cosδ1
={(2h/π)[1-cos4δ1]}sinδ1+(r0+s)cosδ1
dy/dδ=(ds/ dδ)cosδ1-(r0+s)sinδ1
={(2h/π)[1-cos4δ1]} cosδ1+(r0+s) sinδ1
遠(yuǎn)休止 δ2=[0,10.]
dx/dδ=(r0+s)cos(π/2+δ2)
dy/dδ=-(r0+s)sin(π/2+δ2)
回程階段δ3=[0����,60.]
dx/dδ=(ds/ dδ)sin(δ3+π)+(r0+s)cos(δ3+π)
=(810hδ32/π3-4860 hδ33/π4+7290 hδ34/π5)sin(δ+ π)+ (r0+s) cos(δ3+π)
dy/dδ=(810hδ32/π3-4860 hδ33/π4+7290 hδ34/π5)cos(δ3+ π- (r0+s)cos(δ3+π)
近休止 δ4=[0,210.]
dx/dδ=(r0+s)cos(4π/3+δ4)
dy/dδ=-(r0+s)sin(4π/3+δ4)
通過計(jì)算得出凸輪工作廓線各點(diǎn)坐標(biāo)得出凸輪廓線�。
16
 專用精壓機(jī)課程設(shè)計(jì)標(biāo)準(zhǔn).doc
專用精壓機(jī)課程設(shè)計(jì)標(biāo)準(zhǔn).doc