《罐焊接工藝卡 200m3氮?dú)鈨?chǔ)罐焊接工藝卡》由會(huì)員分享����,可在線閱讀,更多相關(guān)《罐焊接工藝卡 200m3氮?dú)鈨?chǔ)罐焊接工藝卡(10頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
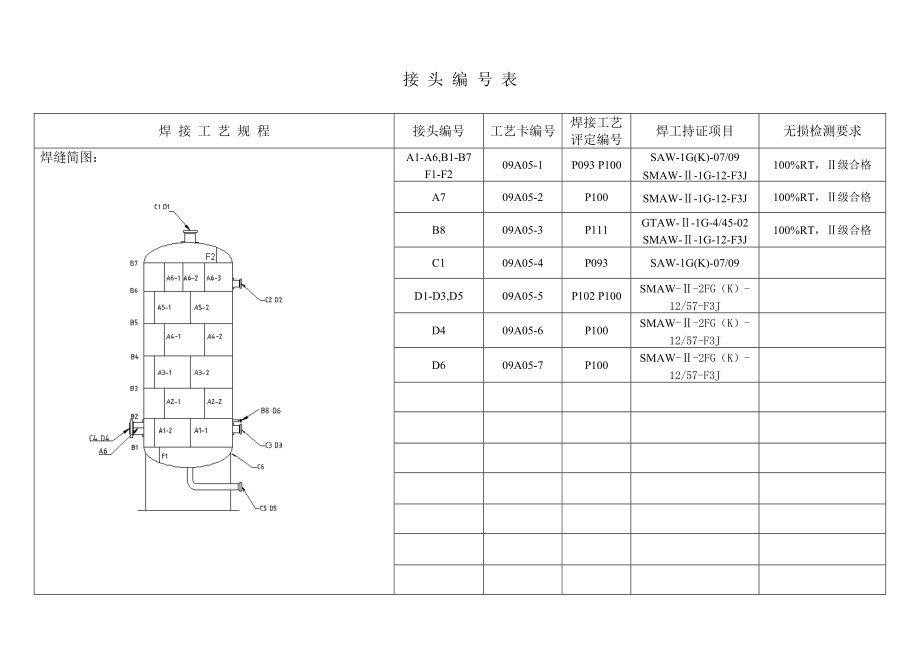
1、接 頭 編 號(hào) 表
焊 接 工 藝 規(guī) 程
接頭編號(hào)
工藝卡編號(hào)
焊接工藝評(píng)定編號(hào)
焊工持證項(xiàng)目
無(wú)損檢測(cè)要求
焊縫簡(jiǎn)圖:
A1-A6,B1-B7
F1-F2
09A05-1
P093 P100
SAW-1G(K)-07/09
SMAW-Ⅱ-1G-12-F3J
100%RT�����,Ⅱ級(jí)合格
A7
09A05-2
P100
SMAW-Ⅱ-1G-12-F3J
100%RT���,Ⅱ級(jí)合格
B8
09A05-3
2�����、P111
GTAW-Ⅱ-1G-4/45-02
SMAW-Ⅱ-1G-12-F3J
100%RT�,Ⅱ級(jí)合格
C1
09A05-4
P093
SAW-1G(K)-07/09
D1-D3,D5
09A05-5
P102 P100
SMAW-Ⅱ-2FG(K)-12/57-F3J
D4
09A05-6
P100
SMAW-Ⅱ-2FG(K)-12/57-F3J
D6
09A05-7
P100
SMAW-Ⅱ-2FG(K)-12/57-F3J
3���、
壓力容器焊接工藝卡
接頭簡(jiǎn)圖
技 術(shù) 要 求
焊接工藝卡編號(hào)
09A05-1
1.本設(shè)備各部位焊縫的焊接和檢驗(yàn)均嚴(yán)格按照國(guó)家標(biāo)準(zhǔn)
接頭部位
筒體縱環(huán)縫
封頭縱縫
GB150-1998鋼制壓力容器和壓力容器安全技術(shù)監(jiān)察
規(guī)程的規(guī)定執(zhí)行.
接頭編號(hào)
A1-A6,B1-B7
F1-F2
2.本設(shè)備的焊接應(yīng)符合JB/T4709-2000鋼制壓力容器焊接
規(guī)程(全熔透工藝)
焊工持證項(xiàng)目
SAW-1G(K)-07/09
SMAW-Ⅱ-1G-12-F3J
3.下料和組焊前檢查標(biāo)記移植.
4.探傷標(biāo)準(zhǔn):JB4730-
4�、2005壓力容器無(wú)損檢測(cè).
焊接工藝評(píng)定
報(bào)告編號(hào)
P093 P100
5.未注明坡口形式者,按圖紙要求組對(duì).
無(wú)損檢測(cè)要求
100%RT�����,Ⅱ級(jí)合格
母材
16MnR
厚度(mm)
25/28
16MnR
25
焊接位置
平焊
層-道
焊接方法
牌號(hào)
直徑(mm)
極性
電流(A)
電弧電壓(V)
焊接速度(cm/min)
線能量(KJ/cm)
預(yù)熱溫度
N.A
層間溫度
N.A
內(nèi):1-3層①
焊條電弧焊
J507
3.2
直反
100-110
22-24
6
5�����、-8
焊后熱處理
N.A
②③
J507
4
直反
170-180
24-26
12-16
鎢極直徑
N.A
外:1-2層
埋弧自動(dòng)焊
H10Mn2
4
直正
520-550
30-32
36-38m/h
噴嘴直徑
N.A
碳弧氣刨清根
氣體成分
N.A
氣體流量
正面: N.A
背面: N.A
6��、 共 5 頁(yè) 第 1 頁(yè)
壓力容器焊接工藝卡
接頭簡(jiǎn)圖
技 術(shù) 要 求
焊接工藝卡編號(hào)
09A05-2
1.本設(shè)備各部位焊縫的焊接和檢驗(yàn)均嚴(yán)格按照國(guó)家標(biāo)準(zhǔn)
接頭部位
人孔接管
縱縫
GB150-1998鋼制壓力容器和壓力容器安全技術(shù)監(jiān)察
規(guī)程的規(guī)定執(zhí)行.
接頭編號(hào)
A7
2.本設(shè)備的焊接應(yīng)符合JB/T4709-2000鋼制壓力容器焊接
規(guī)程(全熔透工藝)
焊工持證項(xiàng)目
SMAW-Ⅱ-1G-12-F3J
3.下料和組焊前檢查標(biāo)記移植.
4.探傷標(biāo)
7���、準(zhǔn):JB4730-2005壓力容器無(wú)損檢測(cè).
焊接工藝評(píng)定
報(bào)告編號(hào)
P092
5.未注明坡口形式者,按圖紙要求組對(duì).
無(wú)損檢測(cè)要求
100%RT�,Ⅱ級(jí)合格
母材
16MnR
厚度(mm)
12
16MnR
12
焊接位置
平焊
層-道
焊接方法
牌號(hào)
直徑(mm)
極性
電流(A)
電弧電壓(V)
焊接速度(cm/min)
線能量(KJ/cm)
預(yù)熱溫度
N.A
層間溫度
N.A
內(nèi):1-2層①
焊條電弧焊
J507
3.2
直反
110-120
22-24
8����、5-8
焊后熱處理
N.A
②
焊條電弧焊
J507
4
直反
170-180
24-26
12-16
鎢極直徑
N.A
外: ①-②
焊條電弧焊
J507
4
直反
170-180
24-26
12-16
噴嘴直徑
N.A
氣體成分
氣體流量
正面: N.A
背面: N.A
9����、 共 5 頁(yè) 第 2 頁(yè)
壓力容器焊接工藝卡
接頭簡(jiǎn)圖
技 術(shù) 要 求
焊接工藝卡編號(hào)
09A05-3
1.本設(shè)備各部位焊縫的焊接和檢驗(yàn)均嚴(yán)格按照國(guó)家標(biāo)準(zhǔn)
接頭部位
接管與法蘭環(huán)縫
GB150-1998鋼制壓力容器和壓力容器安全技術(shù)監(jiān)察
規(guī)程的規(guī)定執(zhí)行.
接頭編號(hào)
B8
2.本設(shè)備的焊接應(yīng)符合JB/T4709-2000鋼制壓力容器焊接
規(guī)程(全熔透工藝)
焊工持證項(xiàng)目
GTAW-Ⅱ-1G-4/45-02
SMAW-Ⅱ-1G-12-F3J
3.下料和組焊前檢查標(biāo)記移植.
4.探
10���、傷標(biāo)準(zhǔn):JB4730-2005壓力容器無(wú)損檢測(cè).
焊接工藝評(píng)定
報(bào)告編號(hào)
P111
5.未注明坡口形式者,按圖紙要求組對(duì).
無(wú)損檢測(cè)要求
100%PT����,Ⅰ級(jí)合格
母材
20
厚度(mm)
16MnR
焊接位置
水平轉(zhuǎn)動(dòng)
層-道
焊接方法
牌號(hào)
直徑(mm)
極性
電流(A)
電弧電壓(V)
焊接速度(cm/min)
線能量(KJ/cm)
預(yù)熱溫度
N.A
層間溫度
N.A
焊后熱處理
N.A
鎢極
11�����、直徑
Ф1.6
外: ①
手工氬弧焊
TIG-50
Ф2
直正
115-120
22-24
4-6
噴嘴直徑
N.A
②
焊條電弧焊
J427
4
直反
170-180
24-26
12-16
氣體成分
氬氣
氣體流量7-8l/min
正面: N.A
背面: N.A
共 5 頁(yè) 第
12��、 3 頁(yè)
壓力容器焊接工藝卡
接頭簡(jiǎn)圖
技 術(shù) 要 求
焊接工藝卡編號(hào)
09A05-4
1.本設(shè)備各部位焊縫的焊接和檢驗(yàn)均嚴(yán)格按照國(guó)家標(biāo)準(zhǔn)
接頭部位
群座與筒體
GB150-1998鋼制壓力容器和壓力容器安全技術(shù)監(jiān)察
規(guī)程的規(guī)定執(zhí)行.
接頭編號(hào)
C1
2.本設(shè)備的焊接應(yīng)符合JB/T4709-2000鋼制壓力容器焊接
規(guī)程(全熔透工藝)
焊工持證項(xiàng)目
SAW-1G(K)-07/09
3.下料和組焊前檢查標(biāo)記移植.
4.探傷標(biāo)準(zhǔn):JB4730-2005壓力容器無(wú)損檢測(cè).
焊接工藝評(píng)定
報(bào)告編號(hào)
P093
5.未注明坡口形式
13����、者,按圖紙要求組對(duì).
無(wú)損檢測(cè)要求
母材
16MnR
厚度(mm)
28
16MnR
20
焊接位置
垂直固定
層-道
焊接方法
牌號(hào)
直徑(mm)
極性
電流(A)
電弧電壓(V)
焊接速度(cm/min)
線能量(KJ/cm)
預(yù)熱溫度
N.A
層間溫度
N.A
焊后熱處理
N.A
鎢極直徑
N.A
外:1-3層
埋弧自動(dòng)焊
H10Mn2
4
直正
520-550
30-32
36-3
14、8m/h
噴嘴直徑
N.A
HJ431
氣體成分
N.A
氣體流量
正面: N.A
背面: N.A
共 5 頁(yè) 第 4 頁(yè)
壓力容器焊接工藝卡
接頭簡(jiǎn)圖
技 術(shù) 要 求
焊接工藝卡編號(hào)
09A05-5
1.本設(shè)備各部位焊縫的焊接和檢驗(yàn)均嚴(yán)格按照
15��、國(guó)家標(biāo)準(zhǔn)
接頭部位
接管與筒體���,補(bǔ)強(qiáng)圈
GB150-1998鋼制壓力容器和壓力容器安全技術(shù)監(jiān)察
規(guī)程的規(guī)定執(zhí)行.
接頭編號(hào)
D1-D3���,D5
2.本設(shè)備的焊接應(yīng)符合JB/T4709-2000鋼制壓力容器焊接
規(guī)程(全熔透工藝)
焊工持證項(xiàng)目
SMAW-Ⅱ-2FG(K)-12/57-F3J
3.下料和組焊前檢查標(biāo)記移植.
4.探傷標(biāo)準(zhǔn):JB4730-2005壓力容器無(wú)損檢測(cè).
焊接工藝評(píng)定
報(bào)告編號(hào)
P100
5.未注明坡口形式者,按圖紙要求組對(duì).
無(wú)損檢測(cè)要求
母材
16MnR
厚度(mm)
25/28+25
20
16�、
焊接位置
垂直固定
層-道
焊接方法
牌號(hào)
直徑(mm)
極性
電流(A)
電弧電壓(V)
焊接速度(cm/min)
線能量(KJ/cm)
預(yù)熱溫度
N.A
層間溫度
N.A
內(nèi)1-3層
焊條電弧焊
J427
4
直反
170-180
24-26
12-16
焊后熱處理
N.A
鎢極直徑
N.A
外:1-4層
焊條電弧焊
J427
4
直反
170-180
24-26
12-16
噴嘴直徑
N.A
外:1-4層
J507
17��、
4
直反
170-180
24-26
12-16
氣體成分
N.A
氣體流量
正面: N.A
筒體與補(bǔ)強(qiáng)圈
背面: N.A
共 7 頁(yè) 第 5 頁(yè)
壓力容器焊接工藝卡
接頭簡(jiǎn)圖
技 術(shù) 要 求
焊接工藝卡編號(hào)
09A05-6
1.本設(shè)備各部位焊縫的焊接和檢驗(yàn)均嚴(yán)格
18���、按照國(guó)家標(biāo)準(zhǔn)
接頭部位
人孔接管與筒體,補(bǔ)強(qiáng)圈
GB150-1998鋼制壓力容器和壓力容器安全技術(shù)監(jiān)察
規(guī)程的規(guī)定執(zhí)行.
接頭編號(hào)
D4
2.本設(shè)備的焊接應(yīng)符合JB/T4709-2000鋼制壓力容器焊接
規(guī)程(全熔透工藝)
焊工持證項(xiàng)目
SMAW-Ⅱ-2FG(K)-12/57-F3J
3.下料和組焊前檢查標(biāo)記移植.
4.探傷標(biāo)準(zhǔn):JB4730-2005壓力容器無(wú)損檢測(cè).
焊接工藝評(píng)定
報(bào)告編號(hào)
P100
5.未注明坡口形式者,按圖紙要求組對(duì).
無(wú)損檢測(cè)要求
母材
16MnR
厚度(mm)
25+25
16MnR
19���、
焊接位置
垂直固定
層-道
焊接方法
牌號(hào)
直徑(mm)
極性
電流(A)
電弧電壓(V)
焊接速度(cm/min)
線能量(KJ/cm)
預(yù)熱溫度
N.A
層間溫度
N.A
內(nèi)1-3層
焊條電弧焊
J507
4
直反
170-180
24-26
12-16
焊后熱處理
N.A
鎢極直徑
N.A
外:1-4層
焊條電弧焊
J507
4
直反
170-180
24-26
12-16
噴嘴直徑
N.A
外:1-4層
J507
20����、4
直反
170-180
24-26
12-16
氣體成分
N.A
氣體流量
正面: N.A
筒體與補(bǔ)強(qiáng)圈
背面: N.A
共 7 頁(yè) 第 6 頁(yè)
壓力容器焊接工藝卡
接頭簡(jiǎn)圖
技 術(shù) 要 求
焊接工藝卡編號(hào)
09A05-7
1.本設(shè)備各部位焊縫的焊接和檢驗(yàn)均嚴(yán)格按照
21�����、國(guó)家標(biāo)準(zhǔn)
接頭部位
接管與筒體
GB150-1998鋼制壓力容器和壓力容器安全技術(shù)監(jiān)察
規(guī)程的規(guī)定執(zhí)行.
接頭編號(hào)
D6
2.本設(shè)備的焊接應(yīng)符合JB/T4709-2000鋼制壓力容器焊接
規(guī)程(全熔透工藝)
焊工持證項(xiàng)目
SMAW-Ⅱ-2FG(K)-12/57-F3J
3.下料和組焊前檢查標(biāo)記移植.
4.探傷標(biāo)準(zhǔn):JB4730-2005壓力容器無(wú)損檢測(cè).
焊接工藝評(píng)定
報(bào)告編號(hào)
P102
5.未注明坡口形式者,按圖紙要求組對(duì).
無(wú)損檢測(cè)要求
母材
20
厚度(mm)
16MnR
25
22�、
焊接位置
垂直固定
層-道
焊接方法
牌號(hào)
直徑(mm)
極性
電流(A)
電弧電壓(V)
焊接速度(cm/min)
線能量(KJ/cm)
預(yù)熱溫度
N.A
層間溫度
N.A
內(nèi):1-2層
焊條電弧焊
J427
4
直反
170-180
24-26
12-16
焊后熱處理
N.A
鎢極直徑
N.A
外:1-3層
焊條電弧焊
J427
4
直反
170-180
24-26
12-16
噴嘴直徑
N.A
氣體成分
N.A
氣體流量
正面:N.A
背面:N.A
共 7 頁(yè) 第 7 頁(yè)
 罐焊接工藝卡 200m3氮?dú)鈨?chǔ)罐焊接工藝卡
罐焊接工藝卡 200m3氮?dú)鈨?chǔ)罐焊接工藝卡