《手柄軸工藝及夾具設(shè)計(jì)工序卡》由會(huì)員分享���,可在線閱讀���,更多相關(guān)《手柄軸工藝及夾具設(shè)計(jì)工序卡(13頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1��、104
步 容
124
85
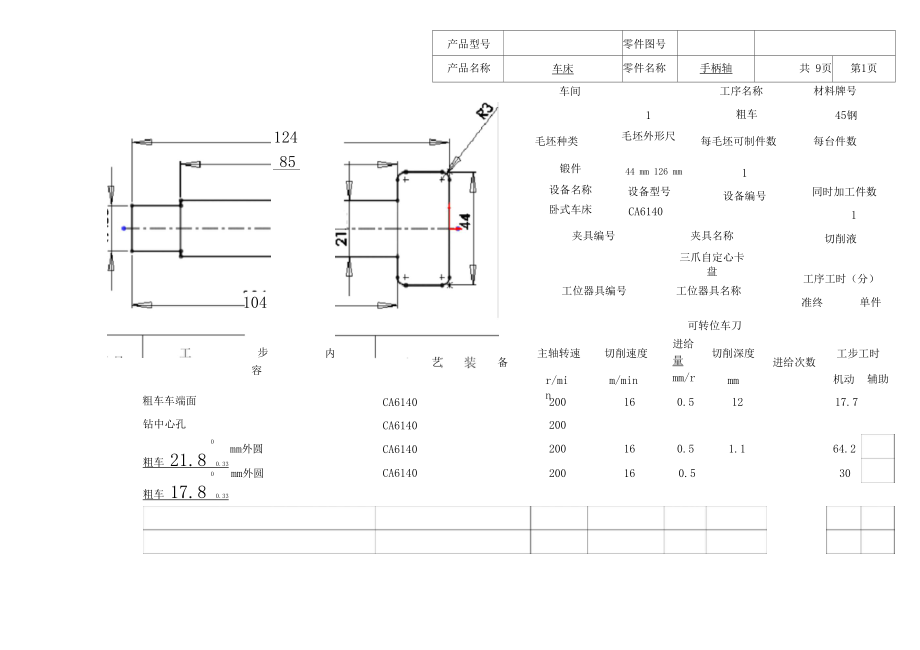
粗車車端面
鉆中心孔
0
粗車 21.8 0.33
0
粗車 17.8 0.33
mm外圓
mm外圓
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
車床
零件名稱
手柄軸
共 9頁(yè)
第1頁(yè)
內(nèi)
備
藝
CA6140
CA6140
CA6140
CA6140
車間
工序名稱
材料牌號(hào)
毛坯種類
鍛件
設(shè)備名稱
臥式車床
夾具編號(hào)
1
毛坯外形尺
44 mm 126 mm
設(shè)備型號(hào)
CA6140
工位器具編號(hào)
主軸轉(zhuǎn)速
切削速度
粗車
45鋼
每毛坯可制件數(shù)
每臺(tái)件數(shù)
r/m
2����、in
200
200
200
200
m/min
16
16
16
1
設(shè)備編號(hào)
夾具名稱
三爪自定心卡盤
工位器具名稱
可轉(zhuǎn)位車刀
進(jìn)給 量 mm/r
0.5
0.5
0.5
切削深度
mm
12
1.1
同時(shí)加工件數(shù)
1
切削液
工序工時(shí)(分)
準(zhǔn)終
單件
進(jìn)給次數(shù)
工步工時(shí)
機(jī)動(dòng)
輔助
17.7
64.2
30
小口 ikrrf^ n
工工序卡片
產(chǎn)品
3、型號(hào)
零件圖號(hào)
機(jī)械加
產(chǎn)品名稱
車床
零件名稱
手柄軸
共9頁(yè)
第2頁(yè)
車間
工序名稱
材料牌號(hào)
一 82 —
2
切槽
45鋼
1—l=J —
毛坯種 類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
-
j^― — ,
?
E
鍛件
1
1
1
1
t
- ����、
'L
I,
1
F ■ ;
E—i
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
CA6140
夾具編號(hào)
夾具名稱
切削液
71
三爪卡盤
4��、
― 97,50 」
工位器具編號(hào)
工位器具名稱 -
工序工
時(shí)(分)
準(zhǔn)終
單件
J L-
高速鋼
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速1 r/min
切削速度 m/min
進(jìn)給量 mm/r
切削深度
mm
進(jìn)給次數(shù)
工步 機(jī)動(dòng)
?工時(shí) 輔助
1
粗車槽1 15.2X1.5
CA6140
200
0.08
2
1
1.5
2
粗車槽2 15X3
CA6140
200
0.08
2
1
1.87
3
粗車槽3 15.7X3
CA6140
200
5�����、
0.08
2
1
1.87
4
粗車槽4 19X3
CA6140
200
0.08
2
1
8.06
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
車床
零件名稱
手柄軸
共9頁(yè)
第3頁(yè)
M (
20
車間
工序名稱
材料牌號(hào)
3
粗車
45鋼
毛坯
種類
毛坯外形尺
寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鍛鐵
1
設(shè)備名
稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
CA6140
夾具編號(hào)
夾具名稱
切削液
三爪卡盤
工位器具編
號(hào)
工位器具名稱 _
工序
6����、工時(shí)(分)
準(zhǔn)終
單件
口」轉(zhuǎn)位車刀
粗車外圓 44mm
CA6140
主軸轉(zhuǎn)速
r/min
200
切削速度
m/min
25.1
粗車端面2
CA6140
200
進(jìn)給量
mm/r
0.5
0.5
切削深度
mm
22
進(jìn)給次數(shù)
工步工時(shí)
機(jī)動(dòng)
輔助
15
16.2
零件圖號(hào)
車床
零件名稱
手柄軸
共9頁(yè)
第4頁(yè)
車間
工序名稱
材料牌
7����、號(hào)
4
精車
45鋼
毛坯種類
毛坯外形尺寸
每毛坯口」制件數(shù)
每臺(tái)件數(shù)
鍛件
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
C616A
夾具編號(hào)
夾具名稱
切削液
三爪卡盤
工位器具編號(hào)
工位器具名稱 -
工序工時(shí)(分)
準(zhǔn)終
單件
口」轉(zhuǎn)位車刀
產(chǎn)品型號(hào)
產(chǎn)品名稱
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速1
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
1
半精車16.8�。.043 mm外圓
C61
8、6A
400
27.4
0.3
1
2
22
2
0.055
相車16 °.��。55mm外圓
C616A
1400
91.5
0.2
0.8
2
9.4
3
0
半精車 20 8 0.52mm外圓
C616A
400
27.4
0.3
1
2
80
4
0
精車20 0.007 mm外圓
C616A
1400
91.5
0.2
0.8
2
18
5
0.065
精車200.065 mm外圓
C616A
1400
91.5
0.2
0.8
2
18
6
倒角
C616A
400
9�����、
91.5
0.2
0.8
1
5
零件圖號(hào)
車床
零件名稱
手柄軸
共9頁(yè)
第5頁(yè)
車間
工序名稱
材料牌號(hào)
5
45鋼
毛坯種類
毛坯外形尺寸
每毛坯口」制件數(shù)
每臺(tái)件數(shù)
鍛件
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
C616A
夾具編號(hào)
夾具名稱
切削液
三爪卡盤
工位器具編號(hào)
工位器具名稱 -
工序工時(shí)(分)
10�、準(zhǔn)終
單件
兩把刀如下
產(chǎn)品型號(hào)
產(chǎn)品名稱
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
r/min
m/min
mm/r
mm
進(jìn)給次數(shù)
工步工時(shí)
確定半精車外圓 41.8mm
C616A YT15?質(zhì)合金可轉(zhuǎn)位刀
400
71.54
0.14
0.5
機(jī)動(dòng)
128
輔助
半精車外圓 21.8mm
C616A YT15?質(zhì)合金車刀
400
71.54
0.15
0.5
13
機(jī)
11、
產(chǎn)品型號(hào)
零件圖號(hào)
,械加工工序下/
產(chǎn)品名稱
車床
零件名稱
手柄軸
共9頁(yè)
第6頁(yè)
車間
工序名稱
材料牌號(hào)
6
鋒肖U
45鋼
毛坯種類
毛坯外形尺寸
每毛坯口」制件數(shù)
每臺(tái)件數(shù)
a t
叩1
土
1
.導(dǎo) i
1
1
鍛件
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
■
*
*
1 1
r
!
卜
M .
1
1
磨床MQ1350
夾具編號(hào)
夾具名稱
切削液
三爪卡盤
工
12���、位器具編號(hào)
工位器具名稱 -
工序工時(shí)(分)
準(zhǔn)終
單件
砂輪 PSA400 100 127A80M5B35
工八
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
1
磨削右端面及圓錐面
砂輪
900
94.3
0.2
1.8
1
31.2
2
3
4
�
13����、太 H id/-hn 丁丁玲
:卡片
產(chǎn)品型號(hào)
零件圖號(hào)
仇憾力U-L-Uj
產(chǎn)品名稱
車床
零件名稱
手柄軸
共9頁(yè)
第7頁(yè)
車間
工序號(hào)
工序名稱
材料牌號(hào)
7
銃鍵槽
45鋼
\
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
■
a i 1
t 1
i
1
I
L u
M
鍛件
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
m J
=
1 ?
1
-[
一
4
S
■
14���、
X62臥式銃床
——E
A
i
[
-==
七
9~
夾具編號(hào)
夾具名稱
切削液
1
L
三爪卡盤
1
4
——
工位器具編號(hào)
工位器具名稱 -
工序工時(shí)(分)
h
準(zhǔn)終
單件
直柄立銃刀 「
步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
JL
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
1
由鈦
槽1
直柄立銃刀
200
90
0.3
3
1
22
2
15��、
4
槽2
直柄立銃刀
200
90
0.3
3
1
22
�
機(jī)
土忐 X rr -r^ ~r^ L���,1—t
產(chǎn)品型號(hào)
零件圖號(hào)
J械加工工序卡片
產(chǎn)品名稱
車床
零件名稱
手柄軸
共9頁(yè)
第8頁(yè)
洛
車間
工序名稱
材料牌號(hào)
J2L
I
1
8
鉆孔
45鋼
毛坯種類
毛坯外形尺寸
每毛坯口」制件數(shù)
每臺(tái)件數(shù)
鍛件
1
1
t
p, u
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
Z3025搖臂鉆床
. I
4
?
16�����、f
L
H
- -匕 ■ F I.
夾具編號(hào)
夾具名稱
切削液
三爪卡盤
E
T *
/
工位器具編號(hào)
工位器具名稱 -
工序工 準(zhǔn)終
時(shí)(分)
單件
工 步 內(nèi) 容
工 藝 裝
柒
主軸轉(zhuǎn)速 r/min
切削速度 m/min
直柄 進(jìn)給量 mm/r
麻花鉆
切削深度
mm
進(jìn):
給次數(shù)
工步 幾動(dòng)
■工工 輔助
1
鉆8mm孔
直柄麻花鉆d=14
1082
0.16
22
9
15.6
2
鉆14mm孔
直柄麻花鉆d=8
1082
17
手動(dòng)
3.5
1
2
�
17、
十n ikfrl/4trr L I-
L
產(chǎn)品型號(hào)
零件圖號(hào)
機(jī)械加_L_U予卞/
產(chǎn)品名稱
車床
零件名稱
輸出軸
共9頁(yè)
第9頁(yè)
車間
工序名稱
材料牌號(hào)
9
鉆孔
45鋼
毛坯種類
毛坯外形尺寸
每毛坯口」制件數(shù)
每臺(tái)件數(shù)
鍛件
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
Z3025搖臂鉆床
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱 -
工序工時(shí)(分)
準(zhǔn)終
單件
10mm勺絲錐
工 步 內(nèi) 容
工 藝 裝 備
主軸轉(zhuǎn)速1
切削速度
進(jìn)給量
切削深度
進(jìn)給次數(shù)
工步工時(shí)
r/min
m/min
mm/r
mm
機(jī)動(dòng)
輔助
1
攻螺紋
10mm勺絲錐
1082
17
0.16
16
1
399
2
3
4
 手柄軸工藝及夾具設(shè)計(jì)工序卡
手柄軸工藝及夾具設(shè)計(jì)工序卡