《基于ProE EMX的滑輪制品注塑模具設(shè)計(jì)》由會(huì)員分享����,可在線閱讀�,更多相關(guān)《基于ProE EMX的滑輪制品注塑模具設(shè)計(jì)(9頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�����、基于Pro/E EMX的滑輪制品注塑模具設(shè)計(jì)
EMX(Expert Moldbase Extension)是Pro/E中一套功能強(qiáng)大的三維模架設(shè)計(jì)插件����,用于設(shè)計(jì)和細(xì)化注塑模模架。結(jié)合Pro/Moldesdign模塊�,注塑模成型零件設(shè)計(jì)完成后,可以建立與之相配套的標(biāo)準(zhǔn)模架及設(shè)備����、導(dǎo)向件、定位環(huán)��、澆口襯套���、螺釘�����、頂桿��、定位銷及支柱等輔助零件�����,完成模具裝配���,并可進(jìn)一步進(jìn)行開(kāi)模仿真及干涉檢查�����,最后自動(dòng)生成2D工程圖及物料清單表(BOM )�。
Pro/Engineer EMX具備以下特點(diǎn):
(1)通過(guò)2D特定圖形用戶界面���,快速實(shí)時(shí)預(yù)覽��、添加�����、修改模架部件;自動(dòng)完成諸如余隙切口��、螺紋孔���、
2�����、組件安裝、頂桿修飾等工作;
(2)內(nèi)建大量模架庫(kù)�,支持多個(gè)模架組件供應(yīng)商信息,可以從模架和組件供應(yīng)商中預(yù)先定制組件和部件;
(3)智能模具組件及組裝;
(4)可自動(dòng)生成模具及各模板的2D工程圖����,自動(dòng)創(chuàng)建BOM表。
(5)可進(jìn)行干涉檢查及開(kāi)模仿真��。自動(dòng)檢驗(yàn)整個(gè)模具的開(kāi)啟順序���,其中包括滑塊�、提鉤和頂桿等的動(dòng)作����。
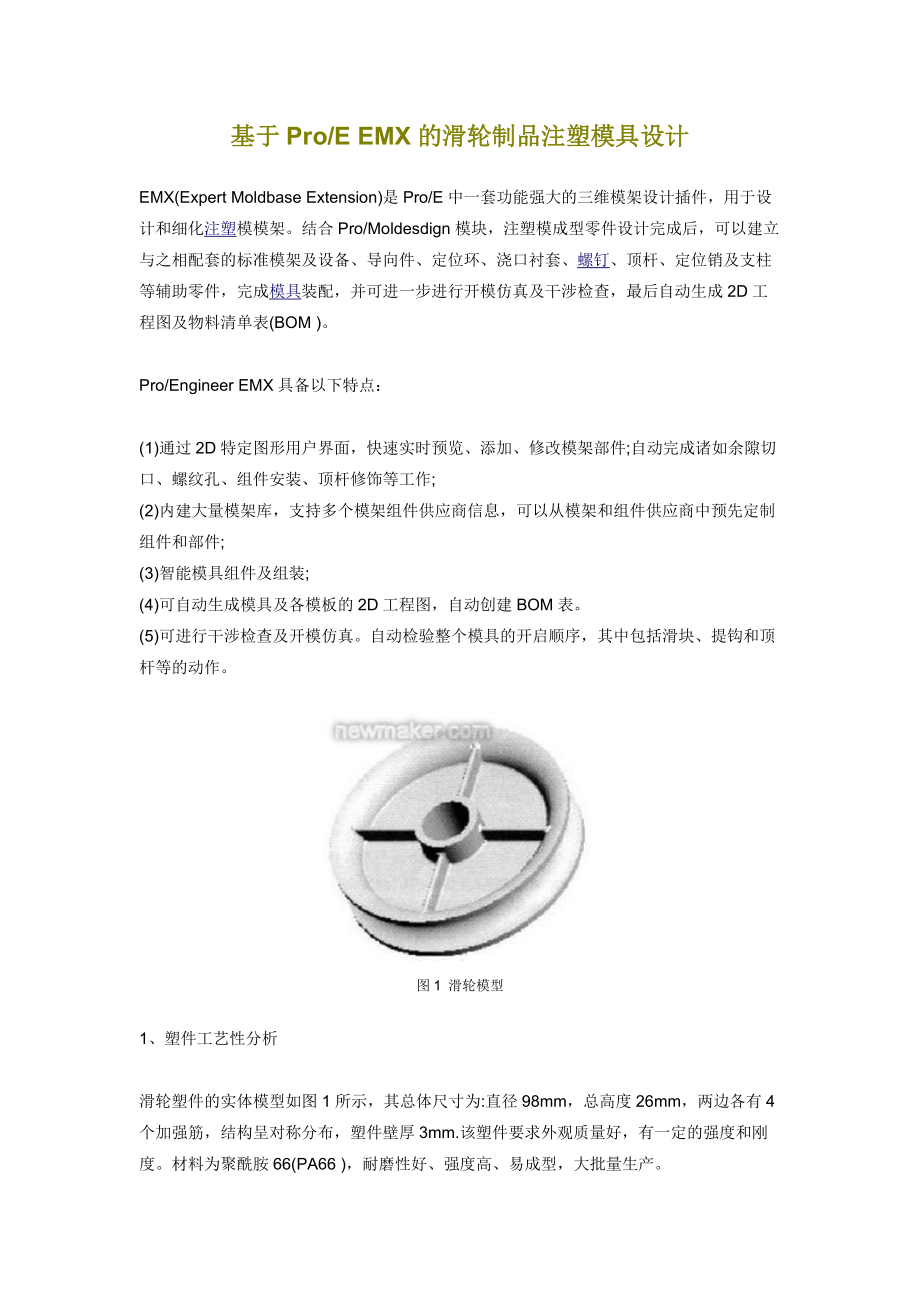
圖1 滑輪模型
1��、塑件工藝性分析
滑輪塑件的實(shí)體模型如圖1所示���,其總體尺寸為:直徑98mm,總高度26mm�����,兩邊各有4個(gè)加強(qiáng)筋���,結(jié)構(gòu)呈對(duì)稱分布���,塑件壁厚3mm.該塑件要求外觀質(zhì)量好,有一定的強(qiáng)度和剛度�����。材料為聚酰胺66(PA66 )���,耐磨性好�、強(qiáng)度高��、易
3、成型�,大批量生產(chǎn)。
在模具設(shè)計(jì)前必須對(duì)塑件進(jìn)行工藝性分析�����,包括質(zhì)量屬性��、厚度檢測(cè)和拔模斜度檢測(cè)等��,計(jì)算制品的質(zhì)量和體積��,檢查制品結(jié)構(gòu)中是否存在倒勾���、壁厚嚴(yán)重不勻及拔模斜度不合理等現(xiàn)象。使用"分析(Analysis )→模型(Model) →質(zhì)量屬性(Mass Properties)"命令����,輸入制件材料密度1. lg/cm3,系統(tǒng)自動(dòng)完成滑輪模型質(zhì)量屬性的計(jì)算,結(jié)果為:體積=44681.17mm3���,曲面面積=31558.8 mm2�����,質(zhì)量=49.15g��。同樣�,用此法可以計(jì)算出帶澆注系統(tǒng)的開(kāi)模件的質(zhì)量屬性并與所選注射機(jī)注射量進(jìn)行匹配,以提高注塑工藝的可靠性��。通常要求帶澆注系統(tǒng)的開(kāi)模件的質(zhì)量小
4��、于注射機(jī)額定注射量的80%��,否則會(huì)出現(xiàn)塑件成型不完整或產(chǎn)品組織疏松的缺陷;對(duì)熱敏性塑料而言�����,開(kāi)模件質(zhì)量要大于注射機(jī)額定注射量的30%�����,否則原料會(huì)因在料筒內(nèi)停留時(shí)間過(guò)長(zhǎng)而導(dǎo)致高溫分解��,從而降低塑件性能����。
通常,注塑件的壁厚要求均勻����。不均勻的壁厚會(huì)導(dǎo)致塑件產(chǎn)生內(nèi)應(yīng)力��、翹曲����、縮凹等各種缺陷���。若壁厚過(guò)小�����,成型時(shí)流動(dòng)阻力大��,復(fù)雜制品就難以充滿型腔;若壁厚過(guò)大����,不但會(huì)造成用料過(guò)多增加成本���,還會(huì)增加塑件成型的冷卻時(shí)間。使用"分析(Analysis )→模型(Model) →質(zhì)量屬性(Mass Properties)"命令�����,可對(duì)制件進(jìn)行厚度檢測(cè),選過(guò)軸線的任一截面為檢測(cè)平面���,檢測(cè)結(jié)果如圖2所示�。
5��、
圖2 塑件厚度檢測(cè)
為了順利地使塑件從模具型腔中取出或從塑件中抽出型芯�����,必須考慮內(nèi)外壁有足夠的拔模斜度����。使用"分析(Analysis) →模具分析(MoldAnalysis) →拔模檢測(cè)(Draft Check)"命令,設(shè)置檢測(cè)條件�����,從圖3的結(jié)果中可以看出���,輪邊緣部分為黃色���,不滿足拔模要求,但可以通過(guò)哈夫塊側(cè)向分型機(jī)構(gòu)加以解決�����,其余部分均可滿足拔模斜度要求。
圖3 拔模檢測(cè)
綜合以上分析�����,可以看出����,該塑件結(jié)構(gòu)設(shè)計(jì)比較合理,壁厚均勻��,拔模斜度適當(dāng)�����,選用的材料成型工藝性好���,可以滿足注塑成型工藝要求���。
2 模具結(jié)構(gòu)分析
采用一模兩腔對(duì)稱布局���,在動(dòng)模一側(cè)采用哈夫塊進(jìn)行側(cè)
6���、向抽芯��,推桿頂出哈夫塊����,使之沿斜導(dǎo)向槽運(yùn)動(dòng)并張開(kāi)����,來(lái)實(shí)現(xiàn)滑輪塑件的推出運(yùn)動(dòng)。若采用點(diǎn)澆口進(jìn)料����,雖然塑件質(zhì)量好,但模具結(jié)構(gòu)復(fù)雜�,需采用三板兩開(kāi)模具結(jié)構(gòu)。在不影響塑件成型質(zhì)量的前提下��,在此采用側(cè)澆口進(jìn)料����,模具結(jié)構(gòu)簡(jiǎn)單、澆口容易去除且不影響塑件外觀�,通過(guò)Pro/E中的塑料顧問(wèn)(Plastic Advisor)模塊對(duì)確定的模具結(jié)構(gòu)進(jìn)行注塑成型工藝分析,結(jié)果證明該模具結(jié)構(gòu)是可行的��。
3 EMX中的模具結(jié)構(gòu)及成型零件設(shè)計(jì)
3.1加載參考模型及工件
在EMX中,按照一模二腔對(duì)稱布局加載滑輪參考模型(Ref Model )����,設(shè)置工件毛坯(Workpiece)的尺寸為296mm x 39
7、6mm x 123mm, A板(定模板)的厚度為27mm, B板(動(dòng)模板)的厚度為96mm����。
3.2設(shè)置收縮
在創(chuàng)建模具時(shí),應(yīng)當(dāng)考慮材料的收縮并相應(yīng)地增加參照模型的尺寸���,以補(bǔ)償注塑成型時(shí)塑件尺寸的變化�����。聚酞胺收縮率較大���,一般在1.0%-2.5%之間,在此取中間值1.75%����。使用"收縮(Shrinkage) →公式(Formula ) →按尺寸(ByDimension) →1+S→所有尺寸(All Dims )"命令,完成收縮率的設(shè)置���。
澆注系統(tǒng)一般由主澆道��、分流道��、澆口����、冷料井組成�。使用"特征(Feature) →型腔組件(Cavity Assem) →實(shí)體(Solid
8、) →切減材料(Cut) →旋轉(zhuǎn)(Revolve)"命令創(chuàng)建圓錐形主澆道�����,使用"特征( Feature ) →型腔組件(Cavity Assem) →流道(Runner)"中的"倒圓角(Round )"命令創(chuàng)建圓形分流道����,"梯形(Trapezoid)"命令創(chuàng)建梯形澆口的設(shè)計(jì),本模具采用的澆注系統(tǒng)如圖4所示�。
圖4 澆注系統(tǒng)
3.4 創(chuàng)建分型面
分型面的設(shè)計(jì)要根據(jù)模型的幾何形狀、澆注系統(tǒng)的合理安排�、塑件的外觀質(zhì)量要求、有利于頂出和排氣等因素綜合考慮��。該滑輪共有5個(gè)分型面�,分別是主分型面、定模型芯分型面、動(dòng)模型芯分型面���、哈夫塊分型面�、哈夫分型面����,如圖5所示。主分型面用于將塑件分割
9����、為定模和動(dòng)模部分,其余4個(gè)分型面分別用來(lái)分割嵌人式的動(dòng)���、定模型芯��,以及兩個(gè)哈夫塊�����。應(yīng)用"分型面(Parting Surf)"功能����,分型面創(chuàng)建過(guò)程中使用了"復(fù)制(Copy)"��、"填補(bǔ)破孔(Fill Loop )"、"延拓(Extend)"��、"平整(Flat)"�����、"拉伸(Extrude )"�����、"旋轉(zhuǎn)( Revolve )"����、"合并(Merge)"等方法����。
圖5
3.5 生成模具成型零件
使用"模具體積塊(Mold Volume ) →分割( Split)"命令,以分型面分割工件得到模具體積塊�,再利用"模具元件(Mold Comp) →抽取( Extract )"命令,將分割的體積
10���、塊抽取得到成形零件.在分割整體體積塊時(shí)�����,應(yīng)注意分割順序的先后�,對(duì)有的塑件來(lái)說(shuō),分割順序會(huì)影響設(shè)計(jì)結(jié)果����。應(yīng)遵循由小及大、先局部后整體的原則依次分割��。完成2個(gè)定模型芯����、2個(gè)動(dòng)模型芯、定模板��、動(dòng)模板�����、2個(gè)哈夫塊等模具成型零件的創(chuàng)建���。
3.6 試模填充
生成模具成型零件后����,利用"鑄模( Molding )"功能��,便可進(jìn)行試模仿真,系統(tǒng)可模擬注塑成型過(guò)程�����,生成一個(gè)帶澆注系統(tǒng)凝料的成型塑件�����,利用此結(jié)果設(shè)計(jì)人員可以判斷設(shè)計(jì)是否準(zhǔn)確��。試模填充可以檢查以下項(xiàng)目:
(1)塑件造型有無(wú)破洞;
(2)分型面設(shè)計(jì)是否正確;
(3)主流道����、分流道�、澆口、塑件之間有無(wú)完全連接���。
如果
11�、填充不成功��,可以針對(duì)以上項(xiàng)目進(jìn)行檢查及修改�����。圖4為滑輪注塑件試模填充仿真件。
4 模架及附屬機(jī)構(gòu)設(shè)計(jì)
4.1在EMX中選擇標(biāo)準(zhǔn)模架
根據(jù)模具布置及工件尺寸需要�����,使用"模具基體(Moldbase) →組件定義(Assembly Definition )"命令���,在"模具組件定義(Definition of the Assembly)"對(duì)話框中設(shè)定模架尺寸為296mm x 396mm����,模架供應(yīng)商為"fiasco"��,模架型號(hào)為"emx-tutorial-mfg"����,修改定模板厚度為27mm,動(dòng)模板厚度改為96mm ,以形成足夠的推出空間��,接下來(lái)就可以根據(jù)需要加載相關(guān)零部件了��。
12���、
4.2設(shè)計(jì)導(dǎo)向零件
導(dǎo)向零件是保證動(dòng)模與定模合模時(shí)正確定位和導(dǎo)向的重要零件�,包括導(dǎo)向襯套和導(dǎo)桿���。使用"模具基體(Moldbase ) →組件定義(AssemblyDefinition) →添加導(dǎo)向件"命令�,設(shè)置導(dǎo)向襯套和導(dǎo)桿,選擇定模板作為導(dǎo)向襯套的放置位置�����、動(dòng)模板作為導(dǎo)桿的放置位置��,分別選擇導(dǎo)向襯套及導(dǎo)桿的類型并輸入內(nèi)徑和長(zhǎng)度等參數(shù)完成導(dǎo)向襯套和導(dǎo)桿的設(shè)置���。
4.3設(shè)計(jì)澆注系統(tǒng)零件
澆注系統(tǒng)零件包括定位環(huán)和澆口襯套�,使用"模具組件定義(Definition of the Assemble) →功能(Functions) →添加設(shè)備"命令���,分別選擇"定模側(cè)定位環(huán)(
13、Loc Ring Fix-H)"及"澆口襯套(Sprue Bushing)"�����,分別選擇零件類型并設(shè)置相應(yīng)的參數(shù)完成定位環(huán)和澆口襯套的設(shè)計(jì)���。
4.4設(shè)計(jì)頂出系統(tǒng)
頂桿孔的設(shè)計(jì)除了必須綜合考慮推出平衡��、頂桿數(shù)量與分布盡可能合理�、與其他零部件或孔系無(wú)干涉等要素外,還需兼顧水道孔位置分布�����,以確保頂桿孔設(shè)計(jì)的完善與合理����。該模具通過(guò)6根頂桿將兩個(gè)哈夫塊頂出,哈夫塊在向上運(yùn)動(dòng)的同時(shí)����,沿導(dǎo)滑面張開(kāi),可達(dá)到推出塑件的目的�����。首先設(shè)計(jì)好頂桿放置點(diǎn)�����,如圖6所示�����,在EMX中選"頂桿(Ejector pin) →定義(Define) →在現(xiàn)有點(diǎn)上(On Existing Points)"命令���,設(shè)置好頂桿參
14���、數(shù)如類型�����、直徑等����,完成頂桿的設(shè)置�。
4.5 設(shè)計(jì)冷卻系統(tǒng)
熔融塑料充滿型腔后,應(yīng)通過(guò)冷卻使之定型�,從而得到所需制品。冷卻水道的位置分布應(yīng)保證塑件充分冷卻且收縮平衡���,而又不與其他零部件及孔系發(fā)生千涉現(xiàn)象���。動(dòng)�����、定模水道均采用沿模板方向平行排布�。選擇"特征(Feature) →型腔組件(Cavity Assem) →水線(WaterLine )"命令��,在"創(chuàng)建水道"對(duì)話框中設(shè)置好水道的類型����、截面直徑���、布置方式�����、設(shè)置末端條件等參數(shù)后�,系統(tǒng)即可自動(dòng)生成定模板及動(dòng)模板冷卻水道���,如圖7所示��。另外�,還可定義冷卻元件如噴嘴�����、接頭����、管塞�����、密封塞�����、O形環(huán)等�����。
圖7 設(shè)置好的冷卻水道
4.6
15�、裝配已定義的所有元件
使用"模具基體(Moldbase) →裝配元件(Assemble Component)"命令����,選擇設(shè)備、導(dǎo)向件���、螺釘�、頂桿��、定位銷�����、支柱等全部項(xiàng)目�,裝配好的模具如圖8所示。
圖8
5 模具動(dòng)作仿真
模具整體結(jié)構(gòu)設(shè)計(jì)完成后���,可以對(duì)模具的頂出��、復(fù)位���、側(cè)抽芯等動(dòng)作進(jìn)行模擬仿真,以確認(rèn)各種動(dòng)作的合理性��。使用"模具進(jìn)料孔(Mold Opening) →定義間距(Define Step ) →定義移動(dòng) (Define Move)"命令����,按系統(tǒng)提示依次設(shè)置好移動(dòng)元件、開(kāi)模方向和間距����,實(shí)現(xiàn)開(kāi)模步驟的靜態(tài)仿真,設(shè)置的模具打開(kāi)爆炸圖如圖9所示�。使用"開(kāi)模模擬(Ope
16、ning Simulation)"功能�����,設(shè)置好開(kāi)模距離及運(yùn)動(dòng)時(shí)間,系統(tǒng)產(chǎn)生一個(gè)名為T(mén)MP的臨時(shí)文件窗口����,顯示完全開(kāi)模時(shí)的畫(huà)面。在"動(dòng)畫(huà)(Animation )"對(duì)話框可以設(shè)置模具動(dòng)作的動(dòng)畫(huà)���。
圖9 開(kāi)模爆破圖
6 打開(kāi)模具工程圖
模具設(shè)計(jì)完成后����,EMX在工作目錄下自動(dòng)生成模具裝配工程圖�、各模板工程圖文件及零件清單文件,而且可以對(duì)其進(jìn)行更改�����。在Pro/E中選擇圖紙尺寸為A1�,將圖中比例設(shè)置為0.5,調(diào)整視圖位置�,自動(dòng)生成的模具裝配工程圖如圖10所示。最后將Pro/E中的2D工程圖輸出到AutoCAD中進(jìn)一步進(jìn)行編輯����,按照注塑模設(shè)計(jì)規(guī)范進(jìn)行尺寸����、公差��、形位公差���、表面粗糙度等的標(biāo)注以及技術(shù)要求的填寫(xiě)等,最后將完善的設(shè)計(jì)圖紙進(jìn)行輸出�����。
圖10 模具裝配工程圖
7 結(jié)論
Pro/E軟件中的EMX插件��,包含了多家模架供應(yīng)商的信息以及智能組件和模架����,內(nèi)建了十分豐富的模座數(shù)據(jù)庫(kù),利用它完成模具設(shè)計(jì)非常靈活��,可以快速設(shè)計(jì)模架以及一些輔助裝置�,能很快的改變?cè)O(shè)計(jì)意圖或修改尺寸。Pro/E EMX軟件可以將以前的繁瑣工作變得快捷簡(jiǎn)單���,尤其是螺釘�、頂桿、水路�����、導(dǎo)向元件等的設(shè)計(jì)更能體現(xiàn)出其方便快捷的優(yōu)點(diǎn)�,大大減少塑料模具所需的設(shè)計(jì)、定制�、細(xì)化模架部件和組件的時(shí)間,提高了設(shè)計(jì)效率��。
 基于ProE EMX的滑輪制品注塑模具設(shè)計(jì)
基于ProE EMX的滑輪制品注塑模具設(shè)計(jì)